小零件加工工艺解决方案
文章来源:AI《汽车制造业》
发布时间:2019-06-10
小零件一般泛指各类五金小零件,材质多为不锈钢、铝合金及铜合金等有色金属,在汽车、航天、仪器仪表、磨具、日用品、电子设备等行业均有广泛应用。随着科技的告诉发展,各个行业中零件都趋于精小花,小零件的生产越来越多,同时小零件中难屑材的加工也越来越多,对小零件加工的刀具性能需求越来越高。

一、什么是小零件
小零件一般泛指各类五金小零件,材质多为不锈钢、铝合金及铜合金等有色金属,在汽车、航天、仪器仪表、磨具、日用品、电子设备等行业均有广泛应用。随着科技的告诉发展,各个行业中零件都趋于精小花,小零件的生产越来越多,同时小零件中难屑材的加工也越来越多,对小零件加工的刀具性能需求越来越高。
小零件的加工特点为工序少,节拍快,加工设备结构紧凑,空间小,对刀具断屑要求非常高,小零件在各类机械设备中都扮演着非常重要的角色,消耗量大,如:

二、生产线
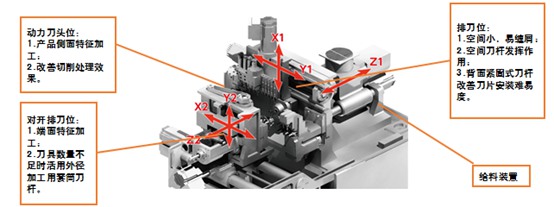
数控走心机具备车铣复合功能,特别适合细长轴类及小型复杂旋转零件的大批量、多品种、高精度的加工任务,注重了小型零件的高效率、高精度的批量生产,各项技术参数和性能指标均达到国际同类机床先进水平,加工小型精密零件和复杂复合零件,直径在Φ2~Φ15、Φ4~Φ20等多种规格,在各型号规格中,分成以下几种类型。基本型-能车削加工外圆、圆弧、锥面、球面、端面、镗内孔、车削内外公/英制螺纹、切槽、钻孔、滚花、推拉槽、刚性攻丝等工序。复合型-配有带侧面加工功能系统,除能适应加工上述类型及材质范围外,还能适应侧面的复合加工。如铣削多面体、铣槽、铣网纹斜槽、铣曲面弧形、侧面钻孔及刚性攻丝、刻字等多项复合加工工序。
以阀面悬挂座为例说明小零件加工工艺

工艺和工具
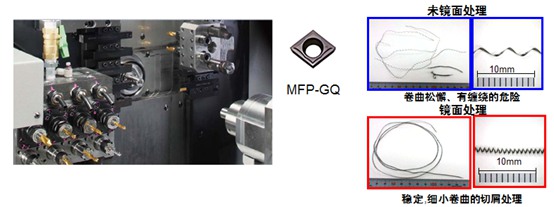
问题:小零件加工的工件尺寸比较小,加工余量少,加工中容易形成细长的铁屑,导致铁屑缠绕在刀柄上,需要停机人为取出刀柄上缠绕的铁屑,导致机床停止时间过长,效率降低。
对策:京瓷推出三坐标断屑槽GF、GQ、CF改善切屑处理,并通过镜面处理进一步提升铁屑的卷曲,避免铁屑缠绕。
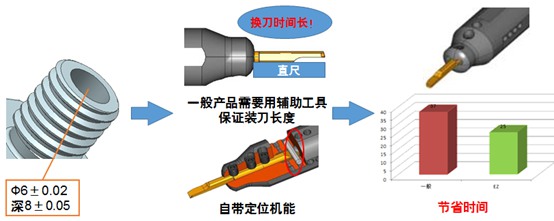
问题:小零件加工的刀位空间小,不能在机床上直接更换刀片,更换刀具,还需要进行对刀工作,时间消耗比较长,降低了机台的工作时间。
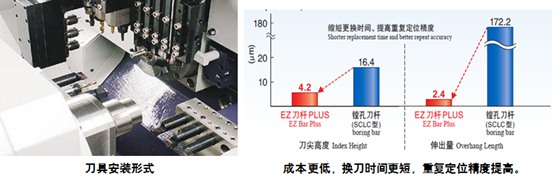
对策:京瓷推出EZ刀杆系列,拥有独家的EZ调整结构,可以实现高精度定位,换刀时间降低,提高了机床工作时间,降低整体成本。
问题:小零件加工的刀位空间小,不能在机床上直接更换刀片,时间消耗比较长,降低了机台的工作时间。
对策:京瓷推出EZ刀杆PLUS系列,在不需要移动刀杆时,直接更换刀片,配有独家的EZ调整结构,可以实现高精度定位,降低换刀时间,提高了机床工作时间,降低整体成本。
问题:随着耐热合金等难屑材的普及,而加工难屑材普遍存在加工硬化,及强烈的粘刀现象,尤其是钛合金,其刚性差、易变形,不宜制作细长杆和薄壁件,切削时加工表面的回弹量很大,约为不锈钢的2~3倍,造成刀具后刀面的剧烈摩擦、粘附、粘结磨损,导致加工困难,刀具排屑不畅,导致刀具磨损和崩损。
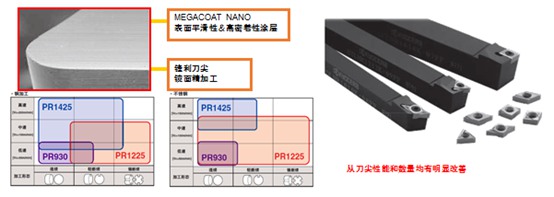
对策:京瓷推出小零件用负角刀片,锋利度媲美正角刀片,刀尖数增多至2倍,降低到刀具成本;同时经此推出高速加工PVD涂层PR1425小零件专用材质,并经镜面处理,对于难屑材能有效的减少粘刀效果,使切削更容易排出。既保证了媲美正角刀片的锋利度,又保证了高性价比。