
切削液在金属加工中的作用与维护
切削液在金属加工的过程中起到了重要的作用,在加工过程中不仅可以降低刀具与工件的温度,同时还有增加润滑减小摩擦和冲洗排屑等作用,并且可以保证加工工件的精度。所以我们必须正确地维护切削液,控制其浓度、pH值、温度、微生物含量(细菌、真菌和霉菌等)、电导率、硬度和杂质含量等各项指标。浓度、pH值的控制,通常通过专用仪器设备进行实时监控,一般采取补原液、补水和添加添加剂的方式来控制。切削液的温度、杂质和杂油等指标一般依赖于切削液集中循环处理系统保证。这些指标一旦控制不当,不但零件加工质量受到影响,造成刀具磨损严重,同时也会缩短切削液的生命周期,甚至导致加工设备发生锈蚀。
切削液的作用
切削液的主要作用有:
1)冷却作用 在金属加工中,由于刀具与加工零件进行切削时相互接触,这会产生较大的热量,切削液通过对流换热和汽化把切削热量从固体(刀具、工件和切屑)上带走,降低切削区域的温度,目的是减少加工零件的变形,保证刀具硬度和零件的加工尺寸。水、油基切削液的热参数值如表1所示。
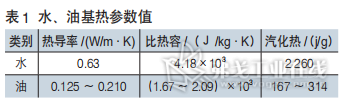
冷却作用的大小取决于切削液的热参数值,特别是比热容和热导率,同时液体的流动条件和热交换系数也起着重要作用。热交换系数可以通过改变表面活性材料和汽化热大小来提高。水具有较高的比热容和导热率,所以水基的切削性能要比油基切削液冷却效果好。
2)润滑作用 切削液可降低摩擦系数,减小切削阻力,目的是减少刀具磨损、延长刀具寿命和降低能耗。为了改善切削液的润滑性能,通常需加入添加剂,如油性添加剂、极压添加剂等。
3)清洗作用 在切削加工过程中,切屑、铁粉、磨屑和油污等杂质粘附在工件、机床、夹具、刀具或砂轮的表面上,严重影响工件已加工表面质量、刀具耐用度和机床精度,所以要求切削液具有良好的清洗作用。
4)防锈作用 在加工过程中,工件如果与水和切削液分解或氧化变质所产生的腐蚀介质接触,如硫、二氧化硫、氯离子、酸、硫化氢和碱等,就会受到腐蚀,机床与切削液接触的部位也会因此而产生腐蚀。在工件加工后或工序间存放时,如果切削液没有一定的防锈能力,工件会受到空气中的水分及腐蚀介质的侵蚀而产生化学腐蚀和电化学腐蚀,造成工件生锈,因此,要求切削液必须具有较好的防锈性能。
切削液的维护
1.切削液的维护和关键点的控制
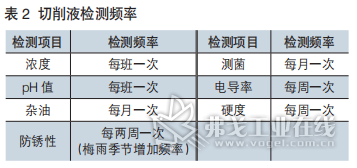
在金属加工中,切削液的蒸发、泄漏以及杂油带入、油体污染等情况的出现,将导致切削液性能下降,为保证性能的稳定性,必须每日对切削液进行常规检查,如浓度、pH值和电导率,每月检查杂质、杂油、细菌、硬度和氯离子含量;通过过滤、杀菌、消泡、添加原液和水等方式进行日常维护。各项指标的检测频率如表2所示。
切削液的更换
切削液在日常的专业维护中,由于大批量的生产加工,每周都要添加原液或添加剂。但随着时间的增加,切削液的各种添加剂也在老化,形成了量变到质变的过程。在使用一定的年限后,应对维护费用和更换费用两者综合评估,确定切削液的最佳更换周期。通常大系统的切削液使用寿命是2~3年,单机系统是0.5~1年,其主要原因如下。
1)杂油、总油固体含量不断地积累增加。工件在加工过程中会将润滑油带至切削系统,液压油等泄漏也会使切削系统内杂油含量增加。长时间使用后固体含量也会增加,这些杂油、固体含量的增加将加速切削液的老化。
2)为保证液位,除原液外,在切削液中还要添加自来水。随使用时间的推移,切削液中氯化物将逐步增加,当氯化物含量超过200×10-6时,其防锈能力会下降;由于氯化物是以离子的形态出现在切削液中,所以无法通过过滤、再生等手段去除。
3)硬度增加。自来水的硬度为100×10-6左右,在使用中,硬度会逐步累加。当切削液的硬度超过300×10-6时,易造成切削液皂化,导致切削液失效。
4)因温度、湿度、浓度、pH值和细菌等因素的变化,造成切削液的细菌滋生,从而产生酸性排泄物,使得切削液浓度、pH值降低,破坏系统的平衡,降低系统整体的稳定性。
5)切削液大系统中的润滑剂、防锈防腐剂和抗生物剂等添加剂会损耗,随时间增加,添加量会逐渐增加,每月的维护成本将不断提高;超过一定的使用年限,后期的维护费用将超过更换的成本。
总结
切削液的使用和维护的合理性关系到生产加工能否正常运行。但需要认识到的是,切削液是一种消耗品,需要通过分析对其进行定期更换。本文从切削液的使用维护和更换两方面进行了探讨,总结了一定的经验。